走進現代化的生產車間,管道縱橫交錯,設備星羅棋布,物料周轉頻繁。對于新員工、訪客甚至是有經驗的操作人員而言,要在這樣的環境中快速、準確地識別特定管線、區域或設備的狀態,常常會發出‘太難找了’的感嘆。這正是‘工廠顏色標識管理’所要解決的核心痛點——它并非簡單的‘刷漆’,而是一套關乎安全、效率與標準化的企業視覺管理系統。
一、為何“難找”?——混亂標識的代價
工廠標識的混亂通常體現在幾個層面:
- 標準不一:不同車間、不同時期采用的顏色代碼不同,紅色在一個區域代表消防,在另一個區域可能代表危險物料,造成認知混淆。
- 維護缺失:標識日久褪色、剝落、被遮擋,或設備更新后未同步更新標識,使其形同虛設。
3. 體系割裂:顏色標識與標牌、看板、電子系統等其他信息載體脫節,未能形成統一的視覺信息流。
這種混亂直接導致安全隱患增加(如誤操作)、效率降低(如尋找管線耗時)、培訓成本上升以及跨部門協作障礙。
二、顏色標識管理的核心:不止于“顏色”
一套有效的顏色標識管理體系,是一個綜合性的編碼系統:
- 色彩體系:這是基礎。通常參考國際或國家標準(如GB 7231《工業管道的基本識別色、識別符號和安全標識》),或結合行業慣例與企業實際,明確定義每一種顏色的含義。例如:
- 紅色:普遍用于消防設施、禁止、停止或危險物料(如易燃物)。
- 黃色/橙色:常代表警示、注意,用于移動設備、臨邊洞口或中低壓電力。
- 綠色:通常表示安全、通行、急救設備或安全狀態。
- 藍色:多指指令、必須遵守的規定,或用于壓縮空氣等公用介質。
- 管道色環:通過色環或色帶標識管內介質,如棕色代表礦物油、紫色代表酸或堿等。
- 標識內容:顏色需與文字、符號、箭頭、編號結合。例如,一條管道上不僅要有底色,還應標明介質名稱、流向箭頭及管線編號。
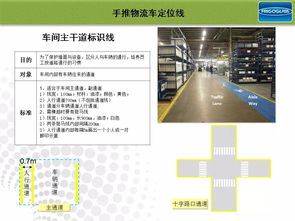
- 應用范圍:系統應覆蓋管道、設備、區域(如安全通道、存儲區)、工具、閥門狀態乃至人員身份/職責(通過安全帽顏色區分)。
- 管理流程:標識的設計、制作、安裝、檢查、更新和報廢,都需要納入企業的標準化管理流程,責任到人。
三、從“太難找”到“一目了然”:實施路徑
- 現狀診斷與標準制定:成立跨部門小組,全面盤點現有標識,厘清混亂根源。基于國標、行標,制定一份適合本企業的《視覺識別管理規范》,作為“企業憲法”。
- 系統規劃與設計:對全廠區進行系統性規劃。繪制“顏色標識地圖”,明確每一類對象(如所有氮氣管線、消防栓、危化品存放區)應使用的標準顏色、樣式和位置。設計應充分考慮可視性、耐久性和一致性。
- 分步實施與改造:根據風險等級和影響范圍,制定優先級計劃。可先從高風險區域(如危化品區)、主干管道或新項目開始,逐步推廣至全廠。改造過程應與設備檢修、工藝變更相結合。
- 培訓與文化導入:制作《顏色標識手冊》或可視化指南,對全體員工進行強制性培訓與考核。通過安全會議、知識競賽等方式,讓“看顏色、知含義、守規則”融入企業文化。
- 數字化賦能:將物理標識系統與數字工廠(如CMMS計算機化維護管理系統、EAM企業資產管理系統)聯動。掃一掃設備或管線上的二維碼,即可在移動終端獲取其詳細信息、維護歷史和安全數據,實現“物理-數字”雙軌識別。
- 持續維護與審核:將標識的完好性檢查納入日常點檢和定期審核(如安全標準化審核)。建立快速的標識損壞報修與更換流程,確保系統持續有效。
四、管理的價值:安全、效率與文化的統一
當顏色標識管理系統有效運轉時,它將帶來遠超預期的回報:
- 安全屏障:直觀的視覺警示能有效預防誤操作和事故,是“看得見”的安全文化。
- 效率引擎:減少尋找和確認時間,提升巡檢、維修和應急響應速度,降低溝通成本。
- 標準化基石:統一的視覺語言,是新員工快速融入的橋梁,也是企業精細化管理水平的直觀體現。
- 文化載體:井然有序、清晰明了的現場環境,本身就在傳遞著一種追求卓越、嚴謹負責的組織文化。
工廠顏色標識管理,絕非粉刷表面的“面子工程”,而是深入運營肌理的“神經脈絡”。它從解決“太難找”這一具體痛點出發,最終構建起一套讓信息流動無障礙、讓風險清晰可視化、讓管理精準高效的強大支持系統。對于志在邁向智能制造與卓越運營的企業而言,投資于一套科學、嚴謹的顏色標識管理體系,無疑是為整個組織的安全與效率鋪設了一條堅實的“視覺高速路”。